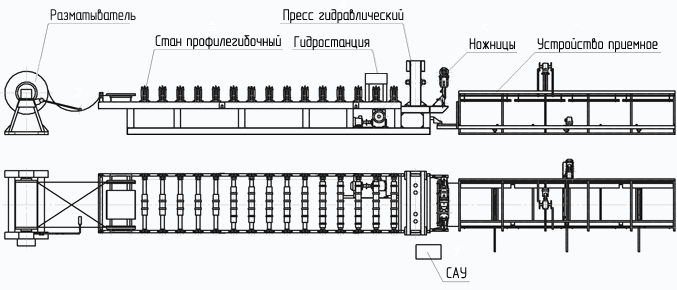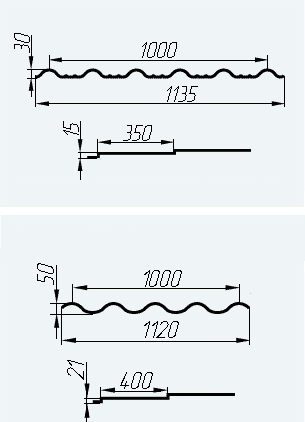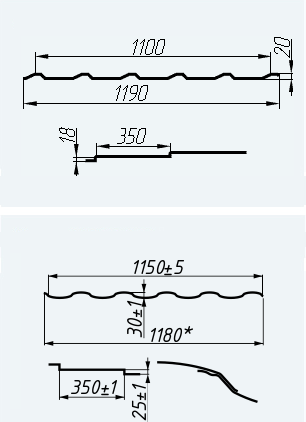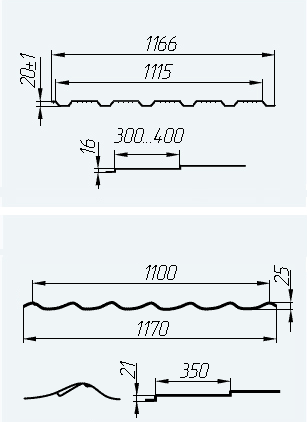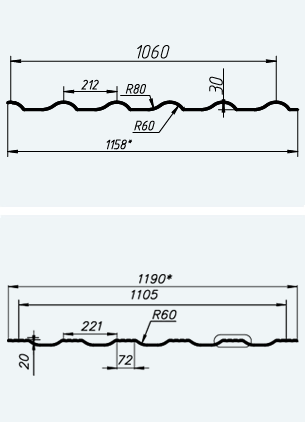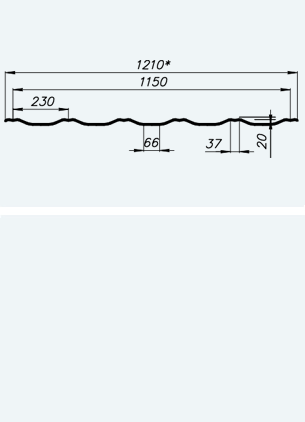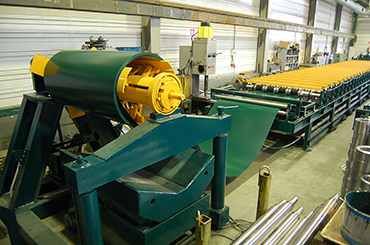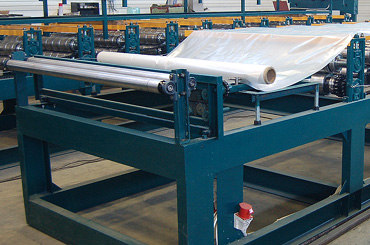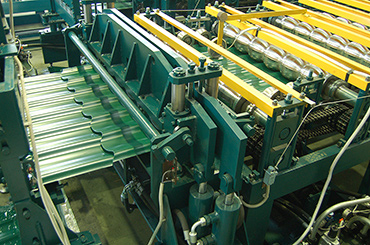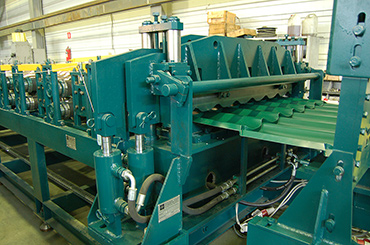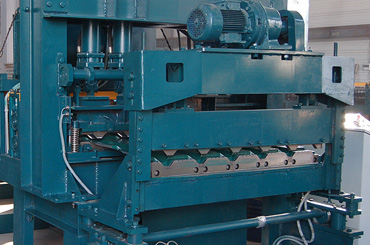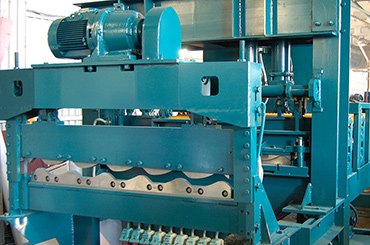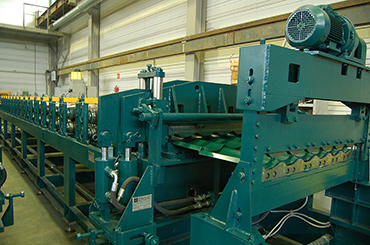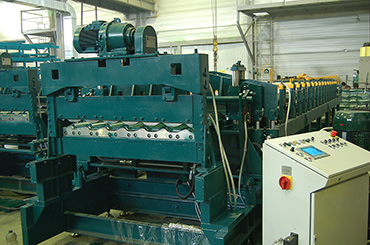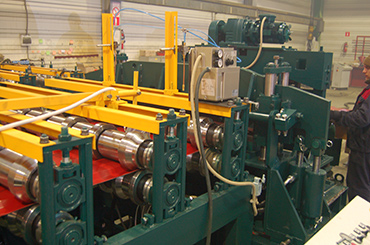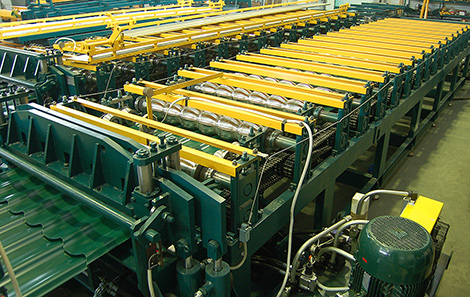








































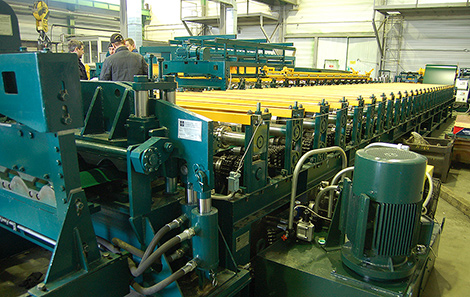

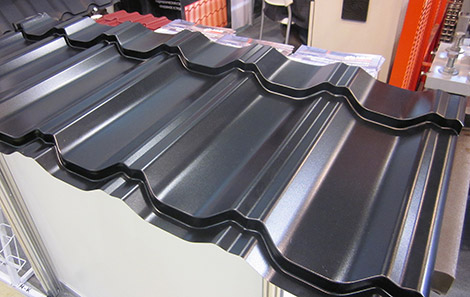



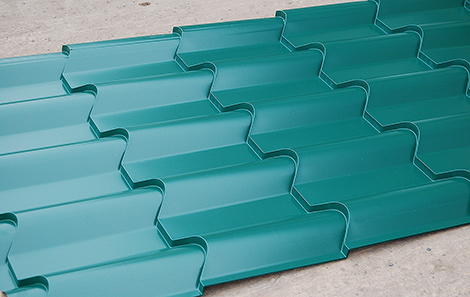

Наше предприятие серийно производит автоматические линии для производства металлочерепицы всех популярных видов: Каскад, Монтерей, Банга, Андалузия, Джокер, Финера, Adamante, Armorium, и.т.п.
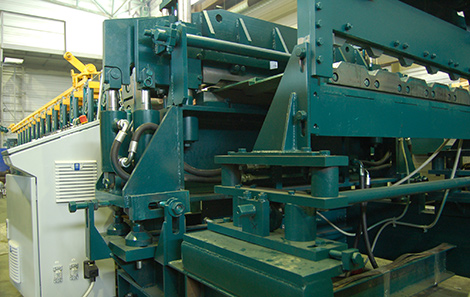
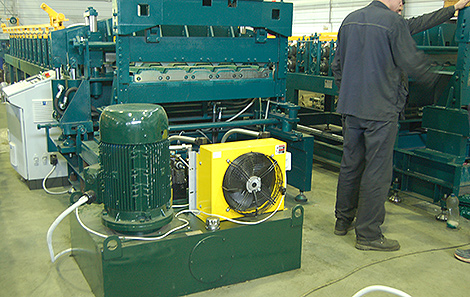
В наличии после кап.ремонта:
Стоимость данного оборудования по запросу
Цены на все линии для производства металлочерепицы
Преимущества нашего оборудования
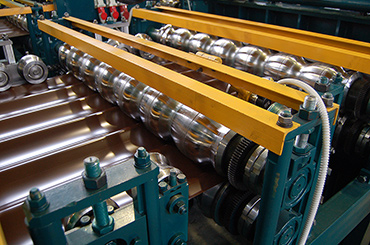
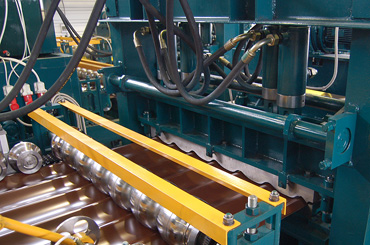
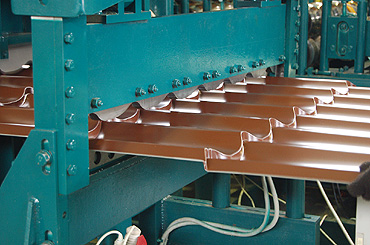
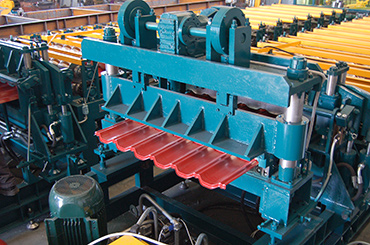
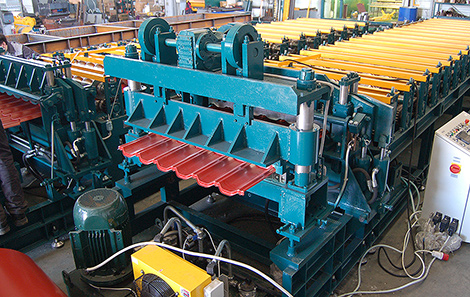
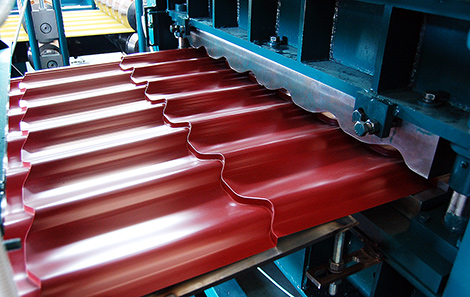
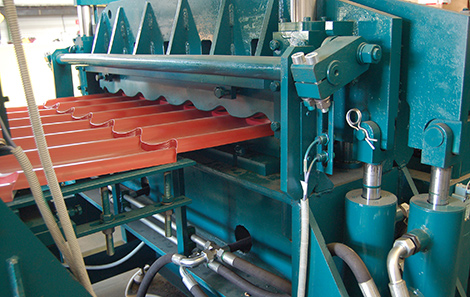
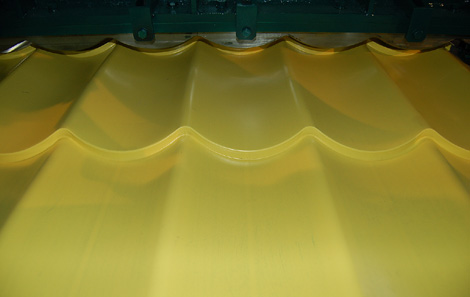
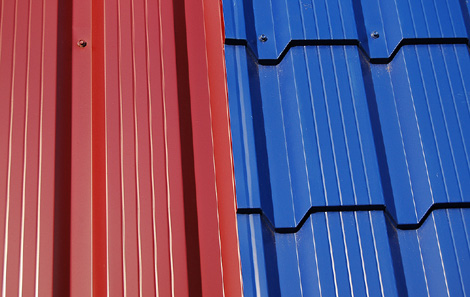
- Идеальное качество штамповки ступеней, в т.ч. на пурале, PVDF, Mattextured
- Лист без «бликов на солнце»
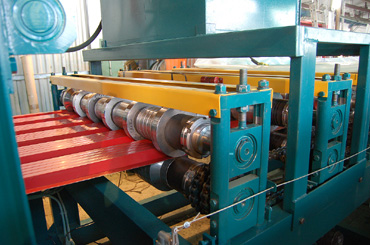
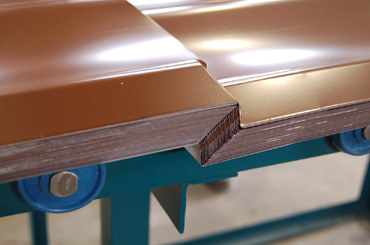
- Идеальная стыковка листов металлочерепицы (при высокой производительности линии)
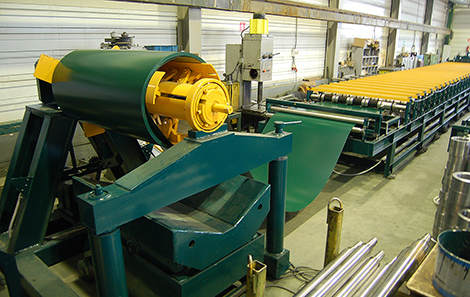
- Линии профилируют более тонкий металл
- Гарантия — 5 лет на все узлы и агрегаты (в т.ч. двигатели, редукторы, подшипники и.т.д.)
- Пусконаладка и обучение входят в стоимость (в т.ч. проживание и проезд)
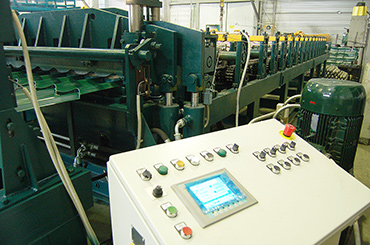
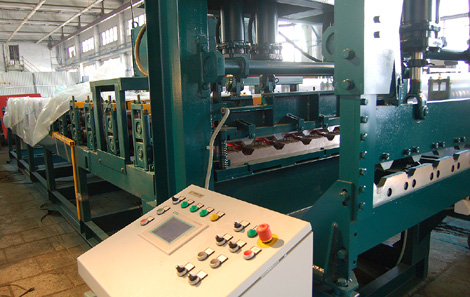
- Производительность до 9 метров в минуту (с порезкой и укладкой)
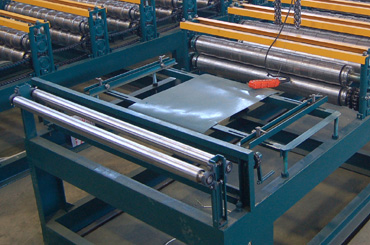
- Реализован механизм автоматической заправки листа
- Одновременно программируется до 25 заданий
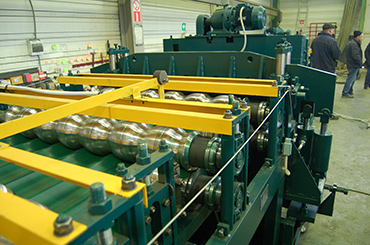
- Можем продемонстрировать 30 линий в работе (в т.ч. СуперМонтерей, Каскад, линии для фасонных деталей - коньков, уголков и пр.)
- Наши линии поставляются в Евросоюз