
























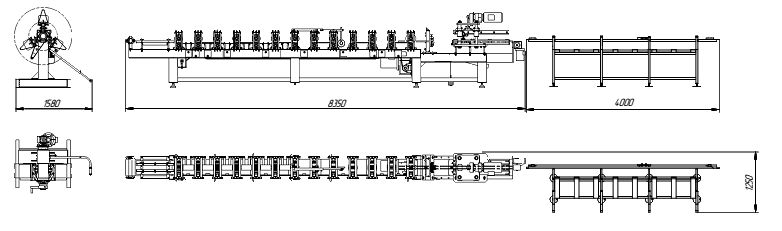
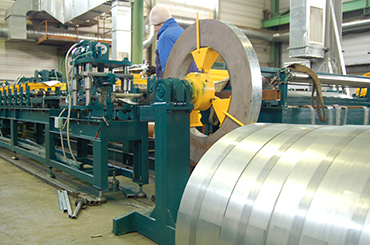
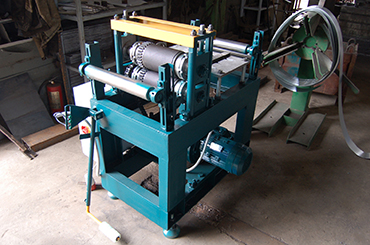
Разматыватель рулона консольный
Устройство для размотки узких рулонов и дальнейшей подачи полосы металла в прокатный стан.
Размотчик оборудован системой торможения, не дающей рулону разматываться под действием инерции.






Для крепления гипсокартона КНАУФ применяют металлические оцинкованные профили, которые производятся методом холодной прокатки на нашем профилегибочном оборудовании.
Для прокатки используется оцинкованная лента в рулонах шириной 81, 121, 149, 157, 174, 182, 199 и 207 мм. Толщина используемого сырья может быть различной – от 0,35 до 0,60 мм (указывается в техническом задании).
Для производства потолочных профилей крепления гипсокартона ПП 60х27 и ПНП 28х27 наш завод предлагает раздельные прокатные станы для каждого профиля в отдельности (с целью увеличения производительности, т.к. это самые востребованные профили).
Для производства направляющих и стоечных профилей крепления гипсокартона, прокатный стан требует переналадки. Трудоемкость переналадки стана с одного вида профиля на другой — 4 чел/час.
Устройство для размотки узких рулонов и дальнейшей подачи полосы металла в прокатный стан.
Размотчик оборудован системой торможения, не дающей рулону разматываться под действием инерции.




| Грузоподъемность, кг | до 1 000 |
| Ширина рулона, мм | 150 |
| Внутренний диаметр рулона, мм | до 600 |
| Наружный диаметр рулона, мм | до 1 100 |
| Толщина металла в рулоне, мм | 0,3...1,5 |
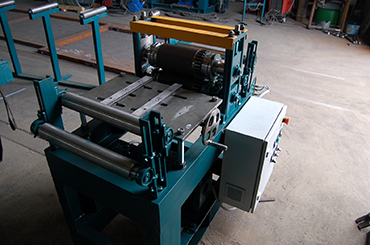
Используется перед прокаткой для перфорации отверстий на будущем профиле.

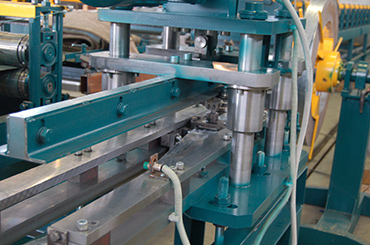
| Толщина разрезаемого листа, мм | до 0,6 |
| Шаг пробивки отверстий, мм | 500±15 |
| Мощность привода, кВт | 3,0 |
| Скорость подачи полосы, м/мин | до 50 |
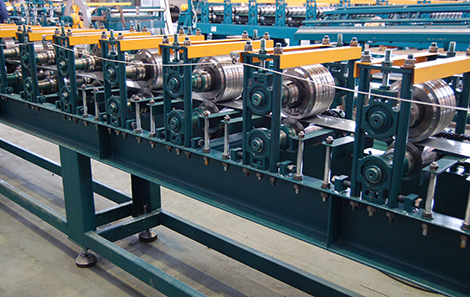
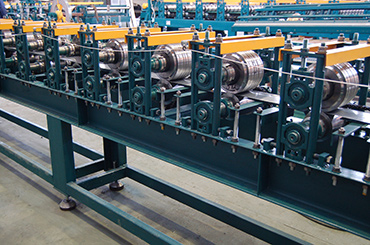
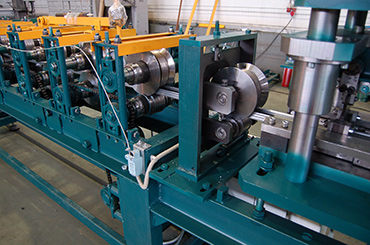
Выполняет главную функцию — формирует профиль из гладкой металлической полосы методом холодного профилирования.




| Вид профиля | Кол-во клетей | Масса, кг | Габаритные размеры, мм | Потребляемая мощность, кВт | ||
|---|---|---|---|---|---|---|
| Длина | Ширина | Высота | ||||
| ПП 60х27 | 14 | 2 850 | 7 000 | 620 | 1 100 | 5,5 |
| ПНП 27х28 | 9 | 2 100 | 5 000 | 620 | 1 100 | 5,5 |
| ПН-ПС 50х50, 50х75, 50х100 | 17 | 3 400 | 8 500 | 620 | 1 100 | 5,5 |
Предназначены для рубки готовой продукции без остановки прокатного стана.
Электромеханические ножницы не требуют покупки дорогостоящего компрессора и могут работать в холод.
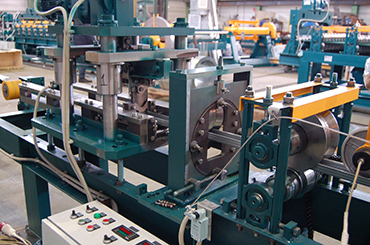


| Толщина разрезаемого листа, мм | до 1,0 |
| Ход ножа, мм | 60 |
| Мощность привода | 3,0 |
Для увеличения производительности, в линии для потолочных профилей 60 х 27 и 28 х 27 устанавливаются электромеханические ножницы «летучий руб». При такой комплектации, производительность линии равна скорости работы прокатного стана. Это возможно потому, что рубка осуществляется без остановки стана «на лету».
Для производства направляющих и стоечных стеновых профилей крепления гипсокартона ПН-ПС на одной линии, ножницы требуют замены ножей (на каждый вид свой комплект ножей). Трудоемкость переналадки ножниц с одного вида профиля на другой - 1 чел/час.
Cлужит накопителем готовых листов для его последующей упаковки и отгрузки на склад.


Вариант А. Ручной упаковщик
| Габариты (L x B x H), мм | от 4000 x 400 x 1300 |
Вариант Б. Автоматический упаковщик
| Установленная мощность, кВт | 15 |
| Габариты (L x B x H), мм | 7200 x 2400 x 1540 |
Используется в базовой комплектации линий для профилирования узких профилей (профиля для крепления гипсокартона, армирующие, фасадные и др.).
Связывает воедино все агрегаты линии и управляет выпуском готовой продукции.
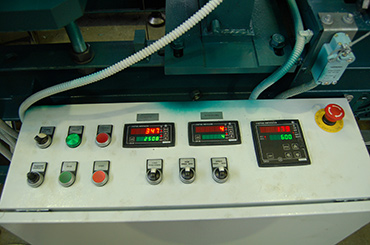
Отсутствуют китайские комплектующие!

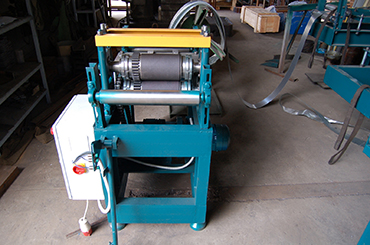
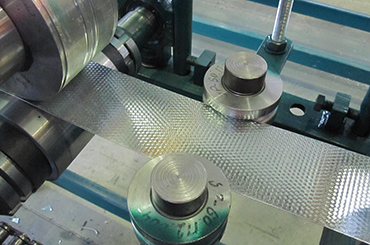
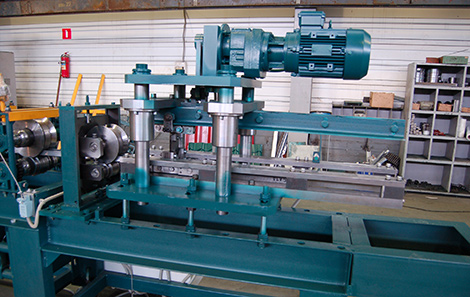
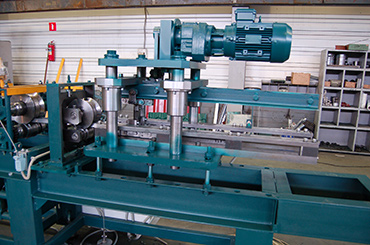
Устанавливается как отдельное устройство между размотчиком и прокатным станом для накатки на гладкой полосе рифления.
Станок оборудован собственной автоматикой, позволяющей регулировать скорость движения ленты.







































